Drying and Preheating Systems

Dry charge materials are crucial for worker and induction equipment safety. Drying and preheating systems can significantly increase productivity in melting operations. Each are built for maximum energy efficiency and long system life.
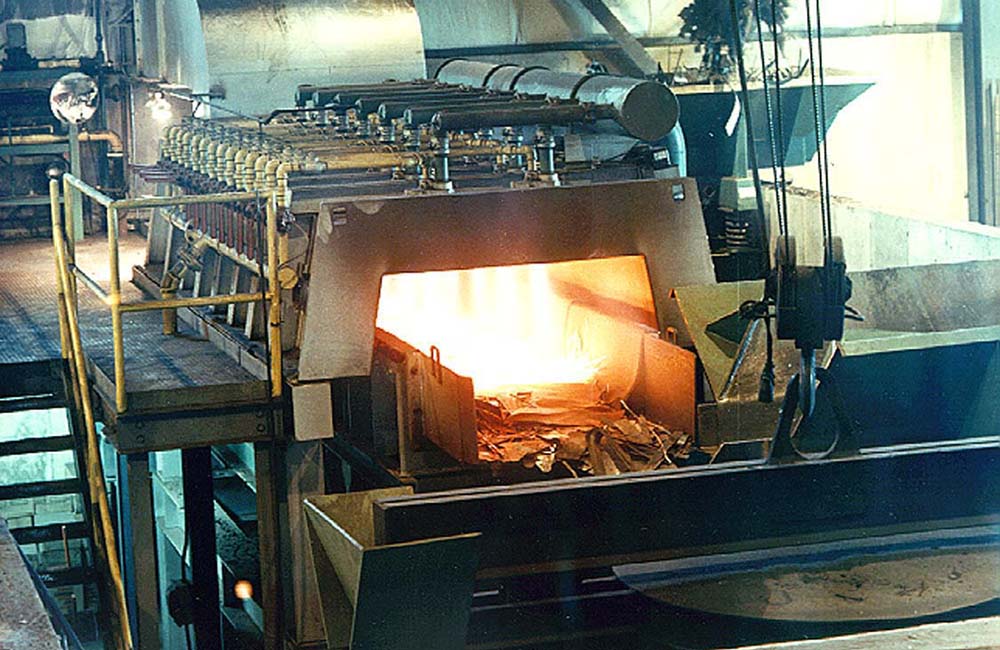
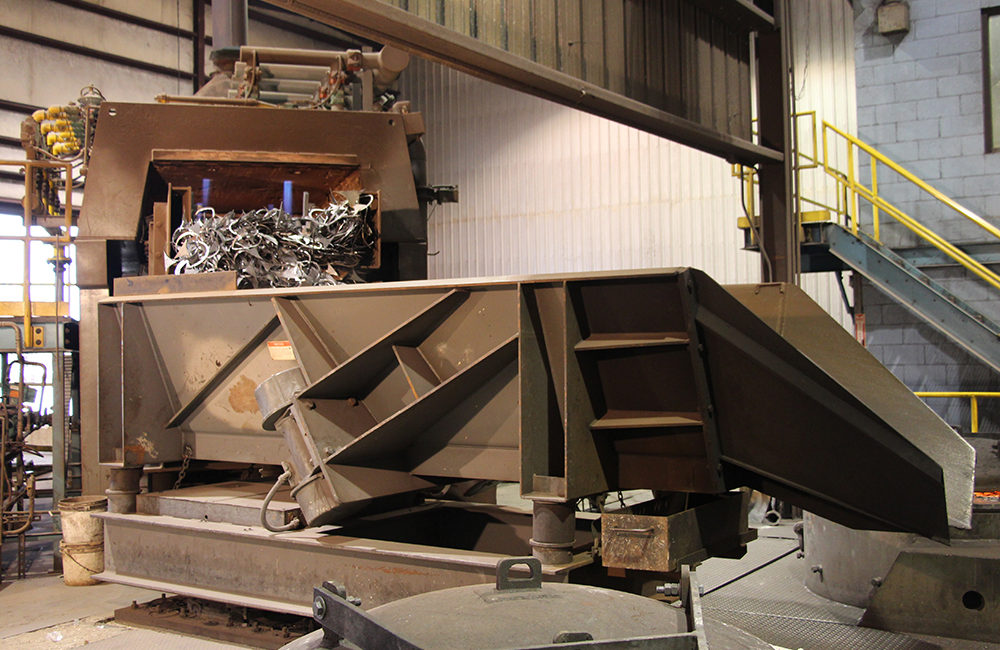
There is a cost savings in energy when using charge drying and preheating systems. These systems pass scrap through a fuel fired flame tunnel, heating the scrap and minimizing surface moisture that could cause water/molten metal interaction. In addition to drying charge materials, these units may be used to preheat charge materials to reduce the energy and time needed to melt them in the furnace. Both drying and preheating systems offer high velocity reducing flame burners with automated temperature control at various settings, eliminating flame outs and minimizing charge oxidation. They also have air manifolds that maintain a precise fuel/air mixture for maximum fuel economy
What Benefits Does Charge Preheating Offer?
Conveyorized preheating is the introduction of significant heat into furnace charge material prior its to placement into the furnace. Conveyorized charge preheating systems are not just auxiliary pieces of charging equipment. They are a tool capable of providing production advantages as well as economic benefits.
1. Safer Work Environment
Charging wet or oily scrap into a molten metal bath can cause an unwanted water/molten metal interaction. Preheating removes moisture from scrap material prior to furnace charging and helps reduce this danger.
2. Increased Melt Rate
With preheating steel, a large part of the melt energy is introduced into the metal outside of the electric arc furnace. Preheating scrap material to 1200° F can increase induction furnace melt rates by as much as 20%.
3. Reduced Electric Power Consumption
Preheating to 1200° F will reduce power consumed by furnace from between 90 and 100 kWh/ton of metal melted. The basis for reduced electric power consumption is that whenever heat is introduced into the scrap charge, an equal amount of heat input does not have to be supplied by the melting furnace.
4. Reduced Melting Cost
Replacement of between 80 and 100 kWh/ton at the melting furnace with 574 cubic feet of natural gas used by the preheat system to increase scrap temperature to 1200° F offers significant savings per ton of metal melted. Reduced furnace energy requirements and melt times will also reduce refractory wear and electrode consumption.
5. Emissions Control
Furnace charge that is contaminated with oil, rubber, dirt and other unwanted material can cause troublesome pollution and slag buildup. Conveyorized preheat systems produces a high percentage burn off of combustible material within the heat zone. Preheating systems, coupled with proper emission control systems, help to ensure you stay MACT compliant. A high percentage of dirt can also be removed utilizing a perforated secondary dirt removal pan.
Tech Specs
| Standard Features | Factory Tested |
|---|---|
| High Velocity Reducing Flame Burners | Critical Components |
| Automated Temperature Control | |
| Air Manifolds | |
| Temperature Control | |
| One-Person Control Station | |
| Preheater Exhaust Manifolds | |
| Preheat Hood Support Frames | |
| Combustion Ratio Control Systems | |
| Combustion System Fuel Control Stand | |
| Combustion Blower Unit |